DESCRIPTION
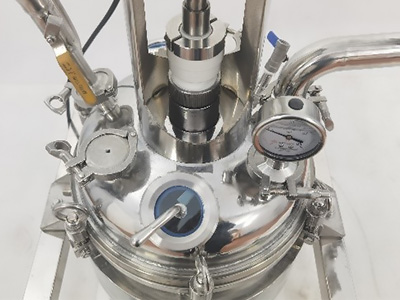
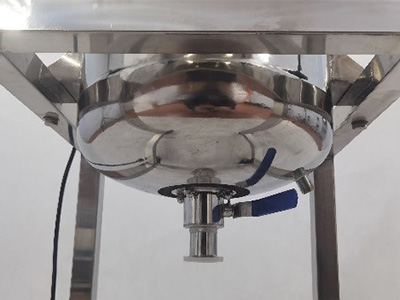
The stainless steel electrically heated reactor utilizes electric heating elements to facilitate processes such as stirring, mixing, and reaction under either atmospheric or high-pressure conditions. It is suitable for use in industries including petroleum, chemicals, pharmaceuticals, and food—particularly in applications requiring precise temperature control where the use of thermal oil or steam heating is not desired—and is employed for reactions involving material synthesis, polymerization, hydrolysis, and similar processes.

FEATURES
1. Employs direct electric heating elements, eliminating the need for thermal oil or steam; offers rapid heating and precise temperature control.
2. Features a compact overall structure with a small footprint, facilitating convenient installation and maintenance.
3. Constructed from high-quality stainless steel (e.g., 304 or 316L), offering excellent resistance to high temperatures and high pressures.
4. Equipped with a reliable magnetic or mechanical sealing agitation system, ensuring superior leak-tightness and suitability for handling flammable or explosive materials.
5. Integrates an intelligent temperature control system capable of precise PID regulation, thereby meeting the specific temperature requirements of complex processes.
6. Incorporates multiple safety protection mechanisms—including safety valves, rupture discs, and over-temperature/over-pressure alarms—to ensure safe and reliable operation.
7. Offers flexible customization options for auxiliary functions—such as dropwise addition, sampling, and condensation reflux—to adapt effectively to diverse process requirements.
8. As an electric heating system, it generates no combustion exhaust emissions, making it a clean and eco-friendly solution; furthermore, the smooth inner wall of the reactor vessel facilitates easy cleaning.
OUR FACTORY
We have a standard production workshop and a complete production team. They always produce a serious and responsible attitude to produce each product. Our R&D team is made up of multi-aspects professional engineers such as design engineer,technology specialist ,qualified specialist and process control manager, etc. Our qualified specialists strictly realize the process comprehensive supervision based on our quality process control system, which contains products design, research and development, test, production, quality inspection and packaging.

CUSTOMER CASES
Our laboratory instruments and equipment are used in many scientific laboratories, scientific research institutions, universities, hospitals, centers for disease control and other institutions, and are combined with many well-known biopharmaceuticals, new energy, electronics companies, food processing, environmental protection, etc. Enterprise cooperation, our stable and reliable products are exported to more than 120 countries around the world, and have been highly recognized by them, believe LABOAO, we grow together!